 Winnaar van categorie in de landen:
Winnaar van categorie in de landen:
Perronoverkapping Nijmegen

| Categorie | Publieke projecten |
|---|---|
| Jaar | 2026 |
| Land | Benelux |
| Organisatie | Teken- en Adviesburo Gerard van Meerveld |
| Projectpartners | PRORAIL, DURA VERMEER, HEKO SPANTEN, IBT VEENENDAAL, OFFICE WINHOV, ROYAL HASKONING, ARCADIS |
| Auteur | G.A. van Meerveld |
| Cliënt | HEKO SPANTEN EDE |
| Plaats van constructie | Nijmegen |
| Tags | PrefabTekla StructuresTrimble ConnectTimberSteel |
Projectomschrijving
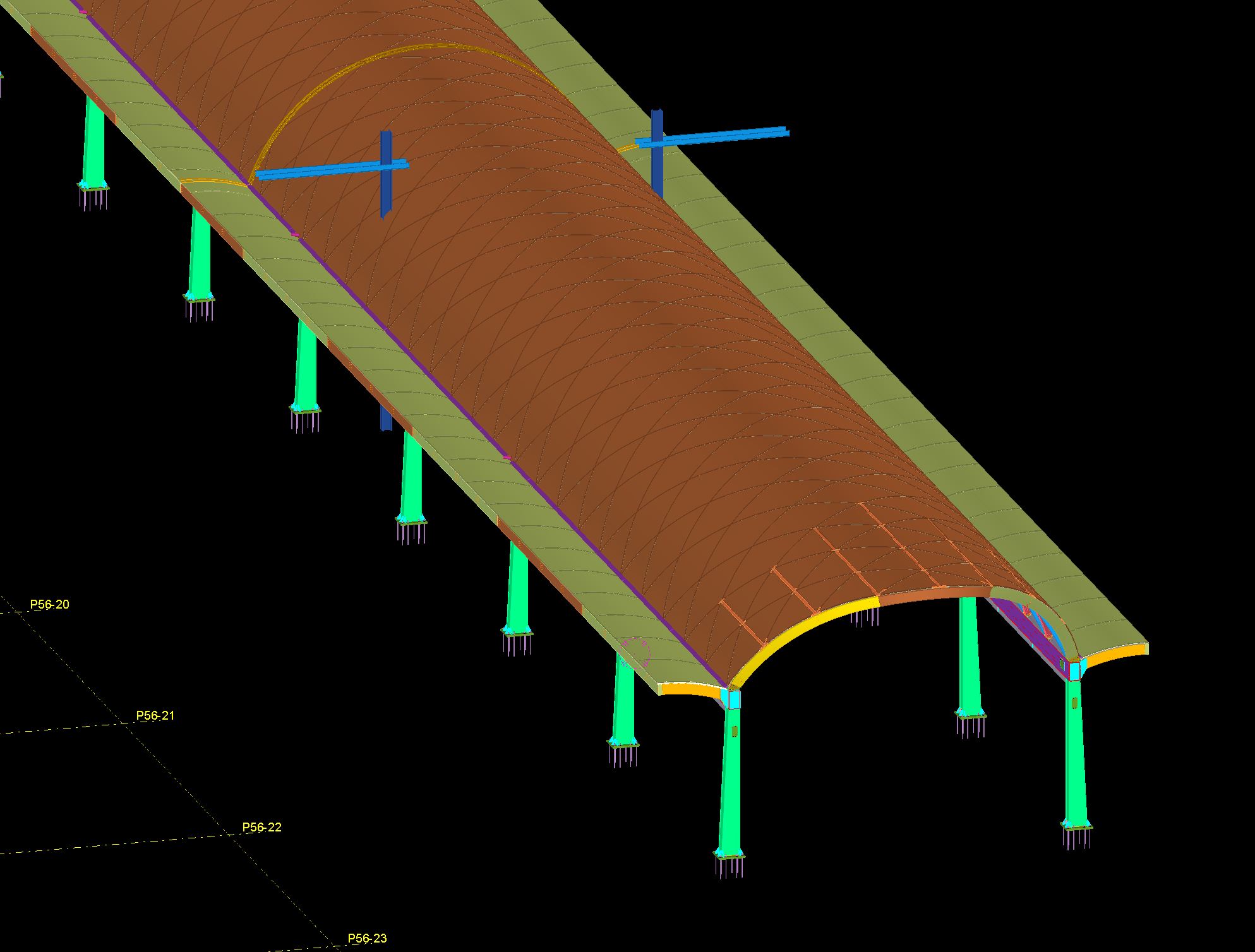
Op station Nijmegen bouwt DURA VERMEER, in opdracht van Prorail, de perronoverkapping voor spoor 5/6 naar een ontwerp van Office Winhov uit Amsterdam.
In opdracht van DURA VERMEER realiseert HEKO Spanten Ede de houten constructie op de onderbouw van de hoofdstaalconstructie. Voor HEKO Spanten verzorgt Teken- en Adviesburo Gerard van Meerveld de volledige uitwerking van de dubbel gekromde spanten en de enkel gekromde dakplaten. Daarnaast worden ook de staalplaten die aansluiten op de hoofdstaalconstructie en de onderlinge koppelingen van het hout uitgewerkt. Dit alles is gemodelleerd op LOD 400-niveau.
Haalbaarheid en voorbereiding
Allereerst is onderzoek verricht naar de maakbaarheid van de gevraagde onderdelen. Hieruit bleek dat de constructie maakbaar was met de aanwezige machines en vaste onderaannemers van HEKO Spanten.
Vervolgens heeft Teken- en Adviesburo Gerard van Meerveld onderzocht hoe het model zodanig ingericht kon worden dat er een eenvoudig en werkbaar model ontstond, waaruit alle productie-informatie direct gehaald kan worden zonder veel vertaalslagen naar de machines. Nadat ook dit haalbaar bleek, heeft HEKO Spanten de opdracht aangenomen.
Modellering en opbouw
Daarna is gestart met de daadwerkelijke opbouw van het model en het plaatsen van de modelobjecten. Het proces begon vrij ‘basic’, met het tekenen van een 3D-hulplijnenstelsel in AutoCAD, waarop de dubbel gekromde liggers zijn geplaatst.
De passing op de hoofdstaalconstructie is gerealiseerd aan de hand van een IFC-model van de staalbouwer.
Detailuitwerking en verbindingen
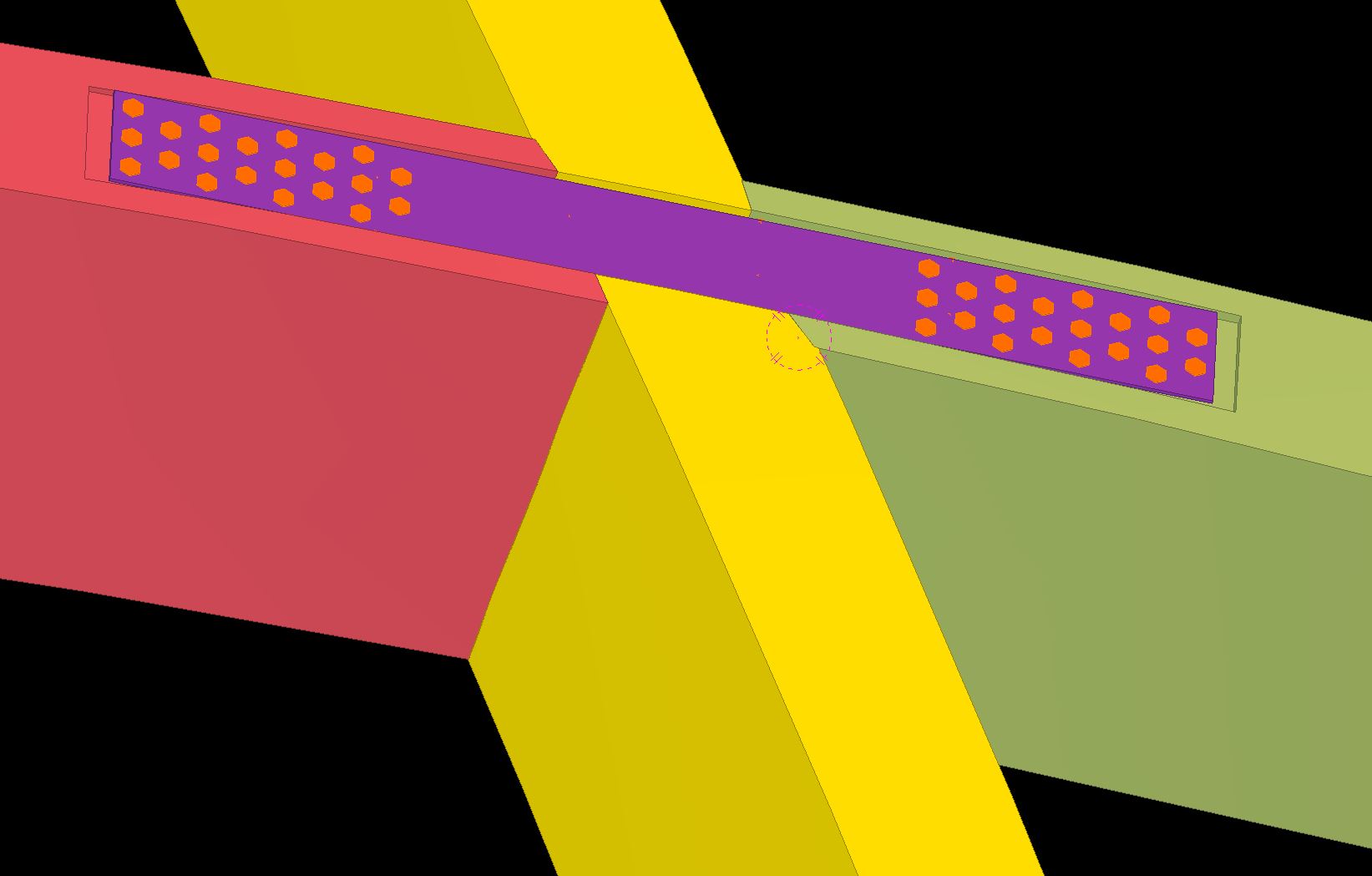
De detaillering is verder uitgewerkt in het Tekla-model aan de hand van schetsen uit de detailberekeningen. Dit proces ging met vallen en opstaan, omdat bij dubbel gekromde liggers die elkaar kruisen nergens sprake is van een recht raakvlak.
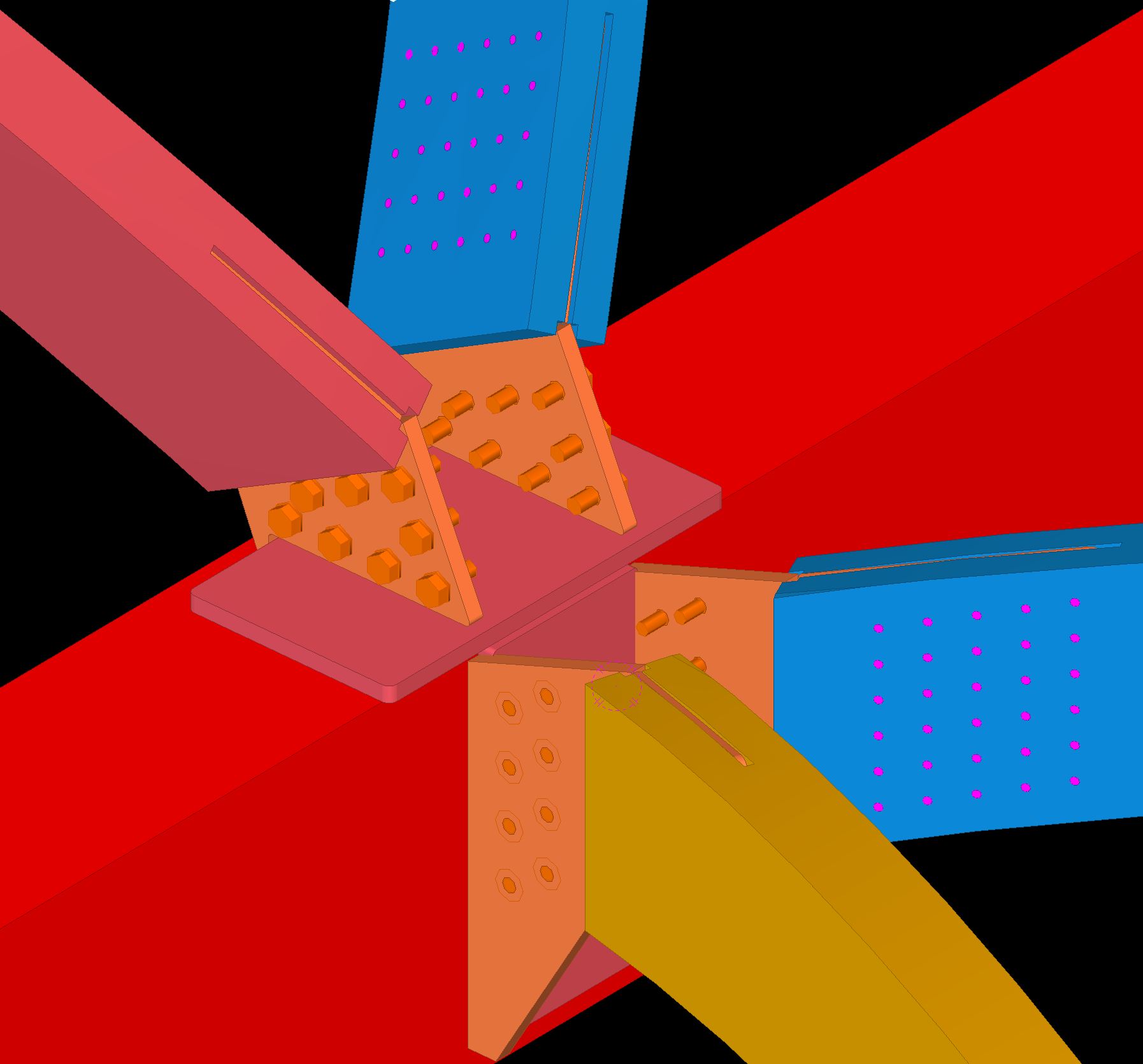
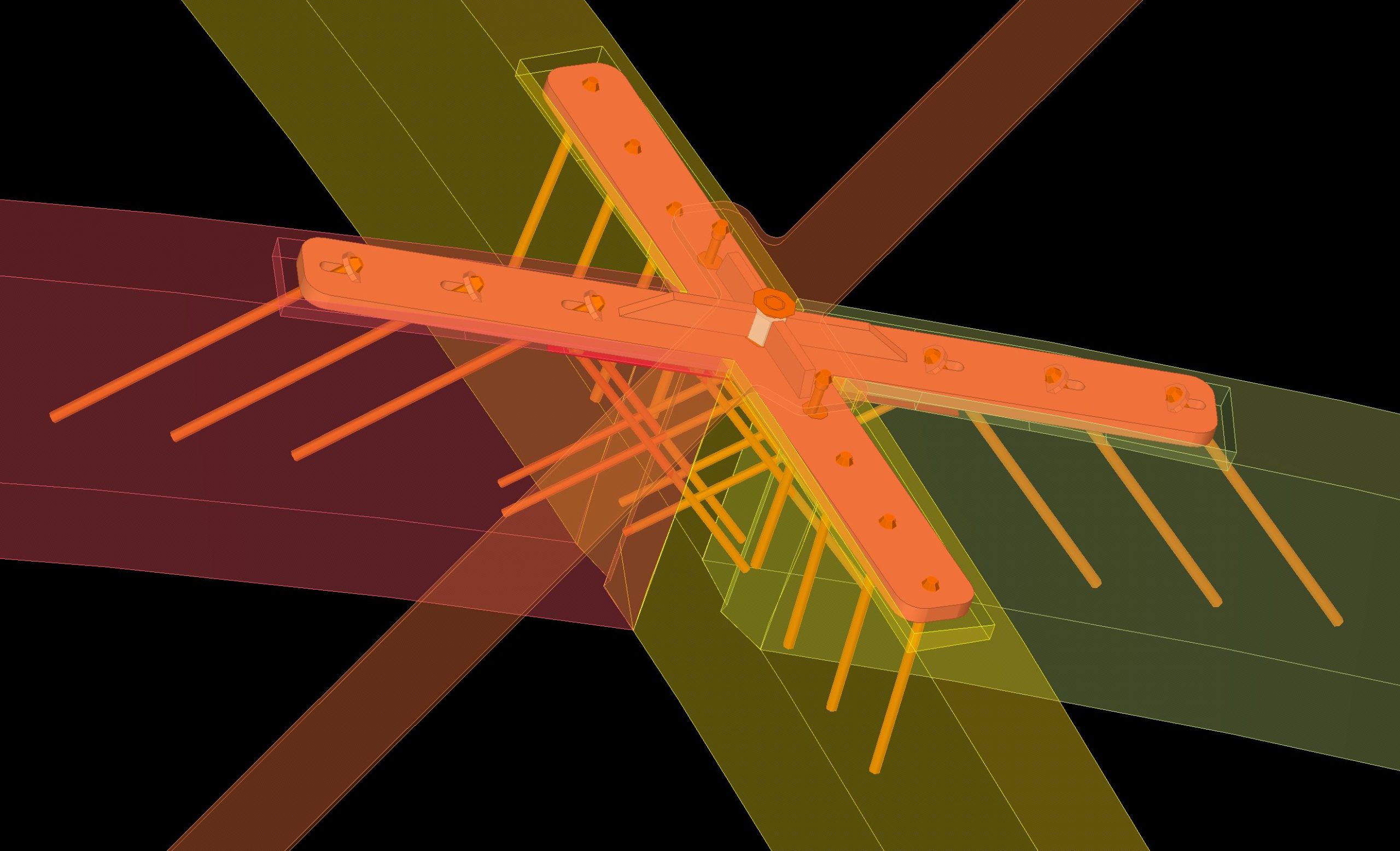
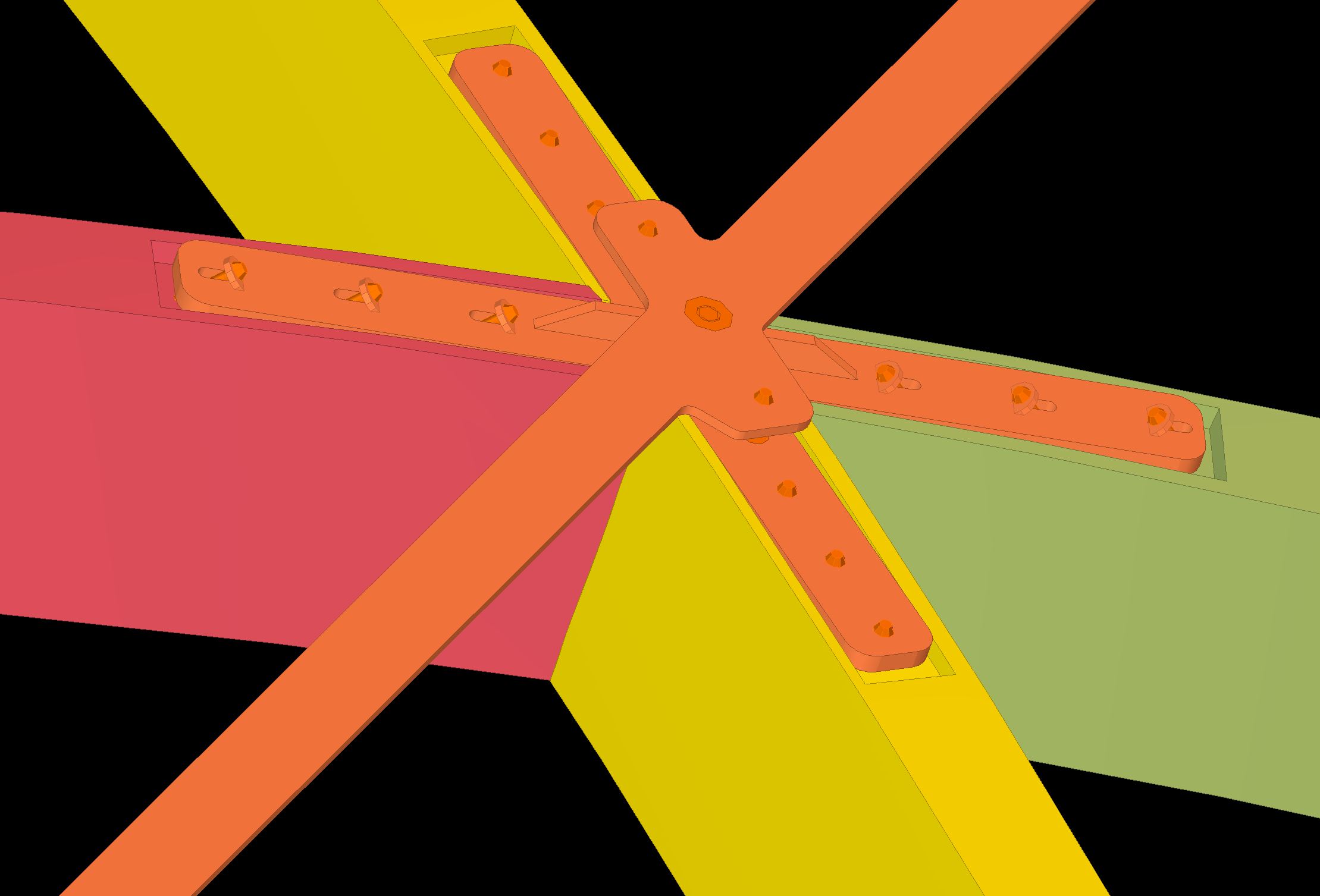
Om deze uitdaging op te lossen heeft Gerard van Meerveld voor alle verbindingen user components ontwikkeld. Op de achtergrond bevatten deze componenten dummy-staven, die gebruikt worden om zaagsneden en uitsparingen in de uiteinden van de spiraalliggers te genereren.
Vanwege de vele visuele wensen van opdrachtgever en architect zijn de details regelmatig aangepast. Dankzij het gebruik van user components kon dit uiterst efficiënt door het gehele model worden doorgevoerd.
Controle en visuele beoordeling
De volledige controle door opdrachtgever en architect vindt plaats met “platte” tekeningen, ondersteund door IFC-modellen die door DURA VERMEER in een coördinatiemodel worden samengebracht.
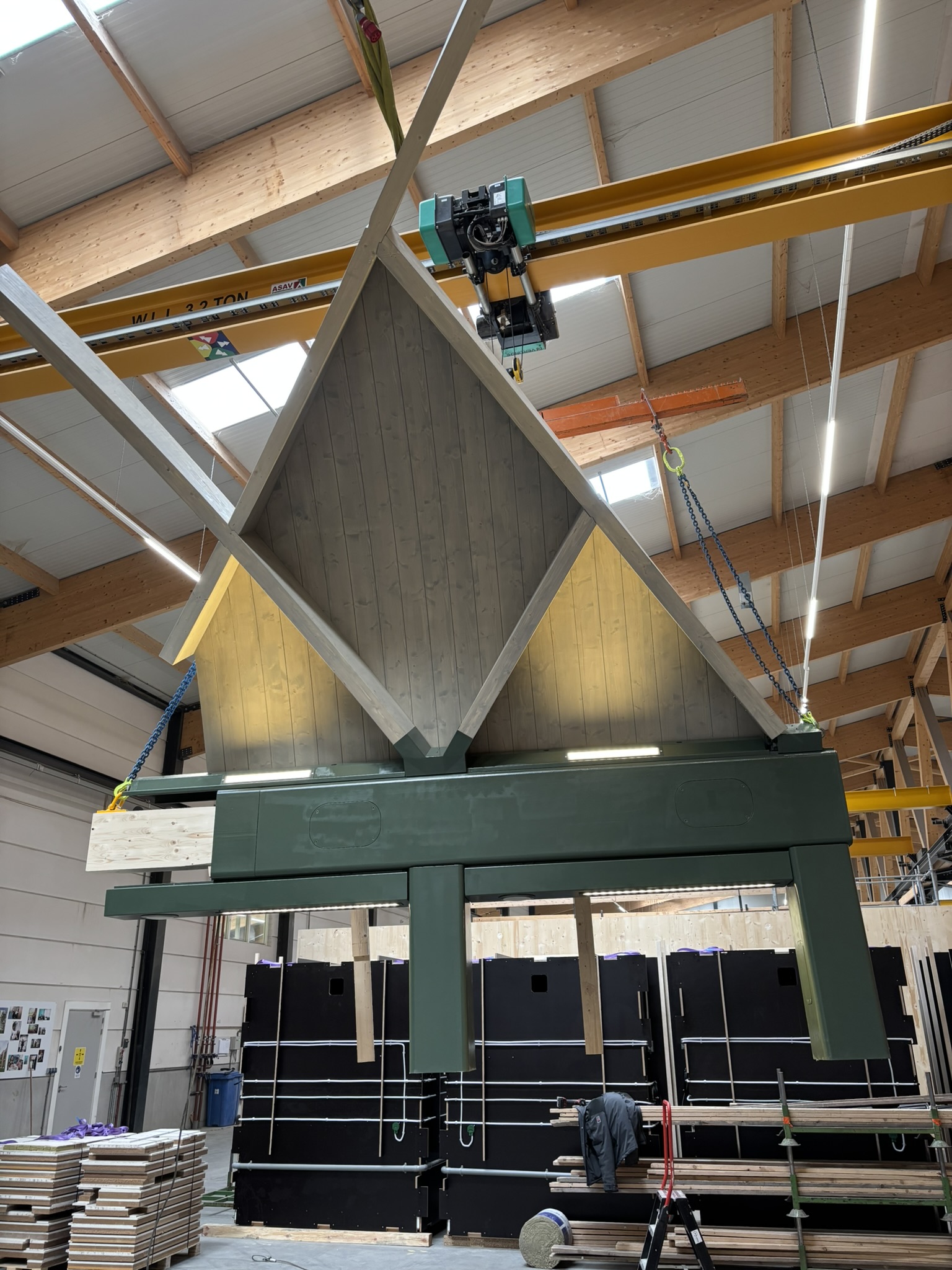
Voor de visuele beoordeling is bij HEKO Spanten in de fabriek een mock-up gebouwd, die inmiddels door opdrachtgever en architect is goedgekeurd.
Samenwerking en communicatie
De onderlinge communicatie binnen het HEKO-team verliep volledig via Trimble Connect. Dit bleek de snelste en meest eenvoudige manier om met één druk op de knop vanuit Tekla gezamenlijk te overleggen op basis van een actueel model.
Van model naar productie
Met behulp van Tekla en Trimble Connect is dit uiterst uitdagende model succesvol vertaald naar productie. Dankzij de uitgebreide communicatiemogelijkheden met de machines van HEKO Spanten is deze vertaalslag goed beheersbaar. Het proces vraagt om een zorgvuldige voorbereiding, maar met de multi-exportmodule van Tekla verloopt de uiteindelijke stap naar productie relatief eenvoudig.
Ook het gebruik van verschillende materialen vormt geen belemmering binnen Tekla, dankzij de uitgebreide mogelijkheden op het gebied van tekeninginstellingen en export.
Duurzaamheid en optimalisatie
Op het gebied van duurzaamheid is ten opzichte van de eerste ontwerpen en het oorspronkelijke eisenpakket veel winst behaald. In eerste instantie waren langere liggers gevraagd, maar dit zou onevenredig veel houtafval opleveren, omdat voor de dubbele kromming veel materiaal uit de basisvorm gefreesd zou moeten worden.
Uit het haalbaarheidsonderzoek bij HEKO Spanten bleek dat door liggers te gebruiken van kruising tot kruising in de bogen (het Zollinger-principe), vrijwel gelijke liggers in lengte en vorm konden worden toegepast. Bovendien ontstaat in de ruwe vorm al een dubbele kromming door de lijmmal aan te passen.
De gelamineerde dubbel gekromde liggers worden vervaardigd door de balkhoogte op te bouwen uit meerdere verlijmde planken, die onderling telkens iets worden verdraaid. Hierdoor ontstaat in de ruwe vorm al een dubbele kromming, met minimaal afval als resultaat.
Conclusie
Al met al betreft het een uitdagend project door de complexe vormgeving en de hoge visuele eisen. Met behulp van Tekla en Trimble Connect is dit succesvol opgelost, zowel richting opdrachtgever als richting productie.
Projectomvang en materiaalhoeveelheden
Door de lengte van de overkapping van net geen 240 meter vormt ook het aantal elementen een extra uitdaging. Ter illustratie een overzicht van de hoeveelheden:
1.616 gelamineerde balken
3.820 m² te lakken oppervlak
136 m³ bruto houtvolume
126 m³ netto houtvolume
6.800 m² dakplaten
9.200 schroeven voor de gelamineerde constructie
7.700 bouten M16 voor koppeling aan de staalconstructie
29.150 stalen doken Ø10 voor onderlinge verbindingen en koppeling aan staal
circa 30.000 schroeven voor de dakplaten
Project Overview
At Nijmegen railway station, DURA VERMEER, commissioned by ProRail, is constructing the platform canopy for tracks 5/6 based on a design by Office Winhov from Amsterdam.
Commissioned by DURA VERMEER, HEKO Spanten Ede is responsible for constructing the timber structure on top of the steel substructure. For HEKO Spanten, Teken- en Adviesburo Gerard van Meerveld carried out the full engineering of the double-curved beams and the single-curved roof panels. In addition, the steel plates connecting to the main steel structure and all timber-to-timber connections were fully detailed. All modeling was delivered at LOD 400 level.
Feasibility Study and Preparation
The project started with a feasibility study on the manufacturability of the required components. This study demonstrated that production was possible using the existing machinery and subcontractors of HEKO Spanten.
Subsequently, Teken- en Adviesburo Gerard van Meerveld investigated how to structure the model in a way that would result in a simple and workable setup, allowing all production data to be extracted directly without complex translations to machine output. Once this approach proved workable, HEKO Spanten accepted the assignment.
Modeling Strategy and Construction Setup
The next step was the actual construction of the model and placement of the model objects. The work began in a very basic way, by creating a 3D reference line system in AutoCAD, onto which the double-curved beams were positioned.
The fit with the main steel structure was developed using an IFC model provided by the steel contractor.
Detailed Engineering and Connections
All detailing was developed further within the Tekla model, based on sketches from the structural detail calculations. This process involved considerable trial and error, as double-curved beams intersecting with each other have no flat contact surfaces.
To solve this challenge, Gerard van Meerveld created custom user components for all connections. These components incorporate background dummy members, which are used to generate saw cuts and recesses at the ends of the spiral-shaped beams.
Due to the many aesthetic requirements from both client and architect, the details were adjusted multiple times. Thanks to the use of user components, these changes could be implemented efficiently throughout the entire model.
Review, Coordination and Mock-Up
The formal review by the client and architect is carried out using “flat” 2D drawings, supported by IFC models compiled by DURA VERMEER into a coordination model.
For visual assessment, a full-scale mock-up was built at the HEKO Spanten factory. This mock-up has since been reviewed and approved by both the client and the architect.
Collaboration and Communication
Internal communication within the HEKO team was handled entirely via Trimble Connect. This proved to be the fastest and most straightforward way to collaborate using a current model, accessible directly from Tekla with a single click.
From Model to Production
By using Tekla in combination with Trimble Connect, this highly complex model could be successfully translated into production. The extensive machine integration possibilities at HEKO Spanten ensured that the production workflow remained manageable. While the process requires thorough preparation, the final translation to production is relatively straightforward using Tekla’s multi-export module.
Working with multiple materials presented no obstacles, thanks to Tekla’s wide range of drawing configuration and export options.
Sustainability and Material Optimization
Significant sustainability improvements were achieved compared to the initial design and original requirements. Early designs included longer beams, which would have resulted in excessive timber waste, as double curvature would have required extensive milling from solid material.
The feasibility study conducted by HEKO Spanten showed that by using beams spanning from intersection to intersection within the arches (following the Zollinger principle), nearly identical beam lengths and geometries could be achieved. Additionally, these beams already obtain double curvature in their raw form by adjusting the gluing mold.
The laminated double-curved beams are produced by building up the beam height using multiple glued lamellae, each slightly rotated in height relative to the others. This process creates inherent double curvature in the raw element, significantly reducing material waste.
Conclusion
Overall, this project presented a major challenge due to its complex geometry and high aesthetic requirements. With the combined use of Tekla and Trimble Connect, these challenges were successfully addressed, resulting in a solution that satisfies both the client and production constraints.
Project Scale and Material Quantities
Due to the canopy length of nearly 240 meters, the sheer number of components posed an additional challenge. Below is an overview of the material quantities involved:
1,616 laminated beams
3,820 m² of surface area to be coated
136 m³ gross timber volume
126 m³ net timber volume
6,800 m² roof panels
9,200 screws for the laminated timber structure
7,700 M16 bolts for connection to the steel structure
29,150 Ø10 steel dowels for internal connections and steel interfaces
Approximately 30,000 screws for the roof panels







Laat jouw reactie achter
Construsoft is een geautoriseerde Tekla Structures-leverancier en biedt trainingen, technische ondersteuning en andere diensten aan klanten.
Voor meer informatie, bezoek onze website:
www.construsoft.nlTekla is a Trimble Company © Copyright 2026 Tekla